全新寶馬3系拆解報告:頂蓋外板存在凸出現象 硬度數據波動異常
牛車網《牛車實驗室》的寶馬325Li的拆解工作已陸續完成,在筆者全程跟蹤拆解的過程中,發現了近期炙手可熱的全新寶馬325Li,在生產工藝以及品控上的不足之處。筆者通過對寶馬325Li車身的多項數據測試,發現寶馬325Li天窗頂蓋外板鯊魚鰭前部存在凸出問題,接下來讓我們來進行具體分析。

#車輛背景

車輛來源:本次拆解車輛為牛車網自費購買的寶馬325Li 車型。
車型信息:寶馬325Li M運動套裝版(官方售價:34.69萬元)
#問題描述:
在對車身進行測試的過程中,發現寶馬325Li天窗頂蓋外板鯊魚鰭前部存在凸出問題。在整車的結構設計上來說,天窗頂蓋外板尾部與鯊魚鰭之間的部分應為純平的平面,并不會出現凸出的現象。為此,我們進行了一系列的數據測量工作。
#數據測量統計
測量工具:
①Proceq Equotip 550 Leeb D動態回彈型里氏硬度計

②涂鍍層測厚儀
③刻度尺
#測量方法:
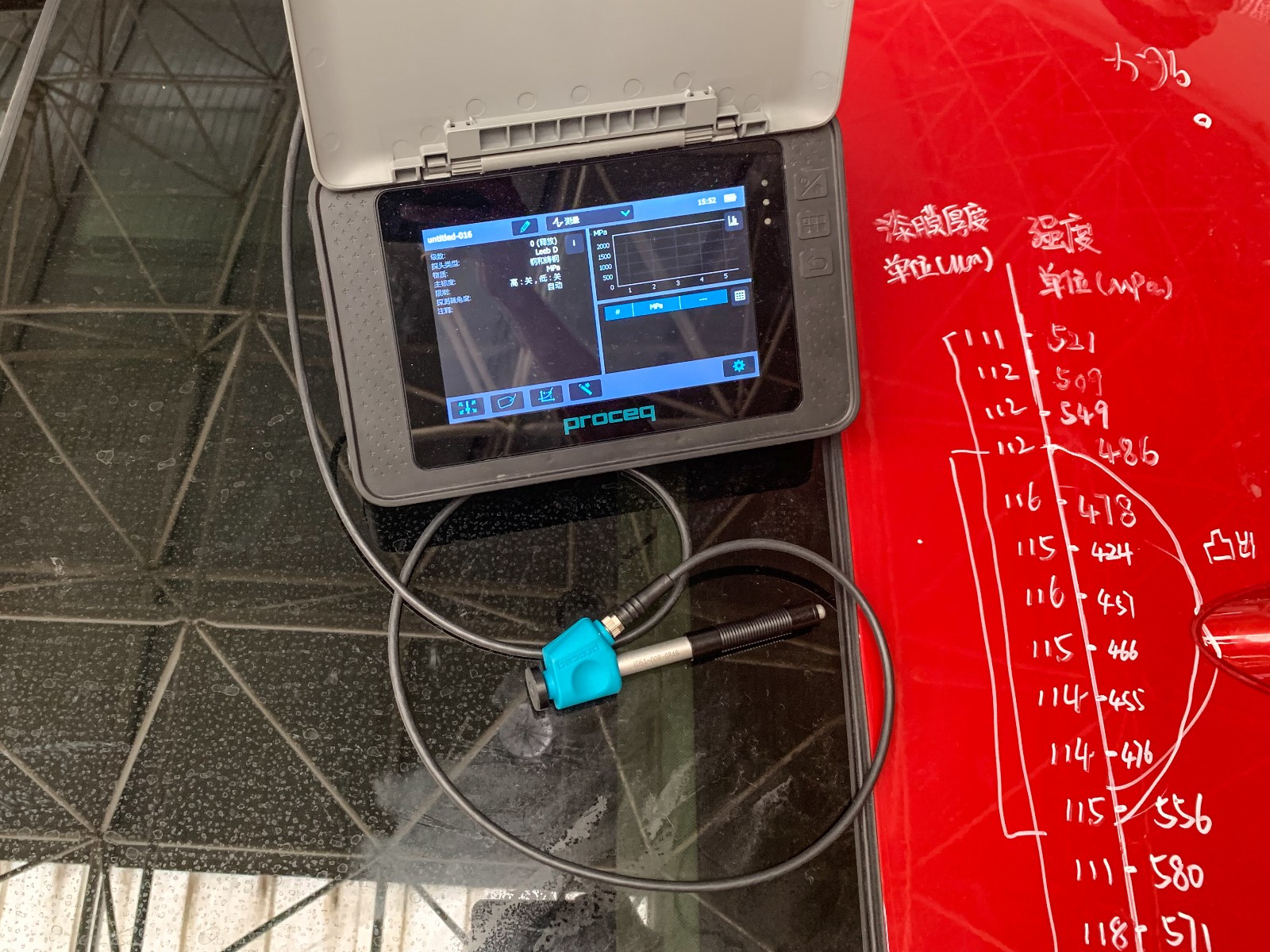
為保證實驗的準確性,筆者除了采用手觸的方式,還采用了Proceq Equotip 550 Leeb D動態回彈型里氏硬度計、涂鍍層測厚儀分別對問題發生位置進行數據測試。

①通過手觸的方式,對整車進行檢查。發現凸出位置后,保持手掌與平面完全貼合,反復操作,確認問題發生位置范圍,并利用刻度尺中的5cm作為測量單位距離,選取15個測試點位,畫出測量范圍(測量范圍大于凸出問題發生部位的范圍)。

②利用涂鍍層測厚儀,分別對測試范圍內的點進行測量,得到以下數值:
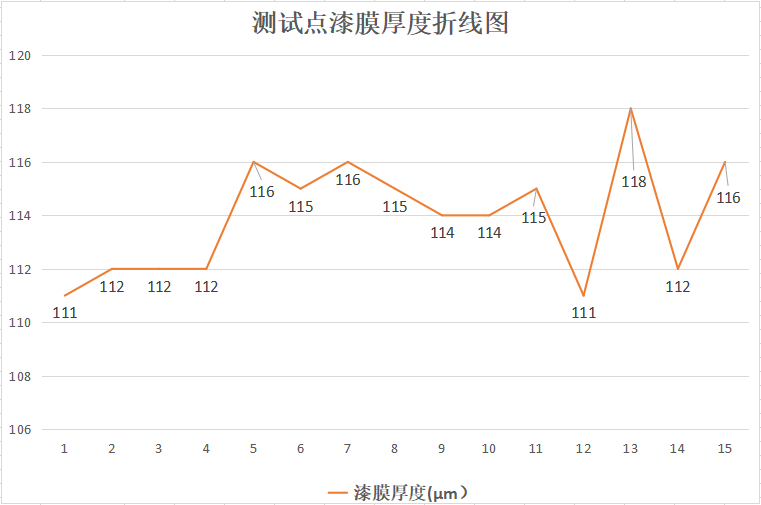
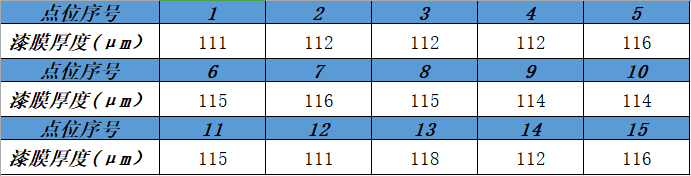
通過上圖測量數據,最高數據(118μm)與最低數據(111μm)的極差為7μm,整組數據與一般車型原廠漆面數據相比,并未有明顯的差距,由此來證明拆解車型并不是經過后期鈑金的車輛。
其次,在折線圖中,我們能夠發現,在曲線的中段,也就是圖中的4-11的測試點區間存在了反復的數據曲線波動,而波動的區間恰好為手觸時,凸出的位置,但為了有更多數據的支撐,我們決定檢驗一下測試位置的鋼板硬度。
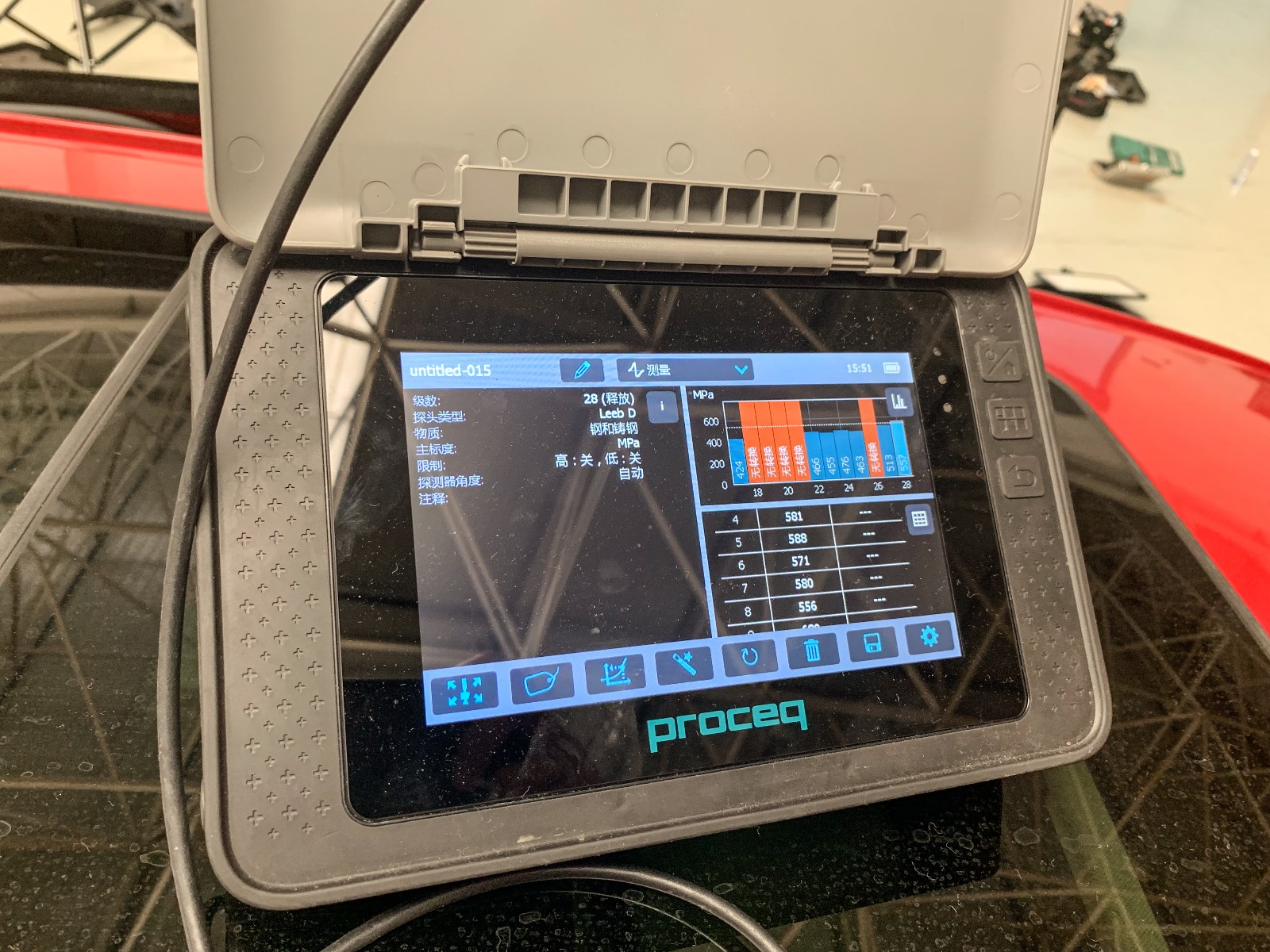

③利用Proceq Equotip 550 Leeb D動態回彈型里氏硬度計,我們對測試區域的點位逐個進行了硬度測量,測試數據如下:

(圖:漆膜厚度與硬度的完工圖)
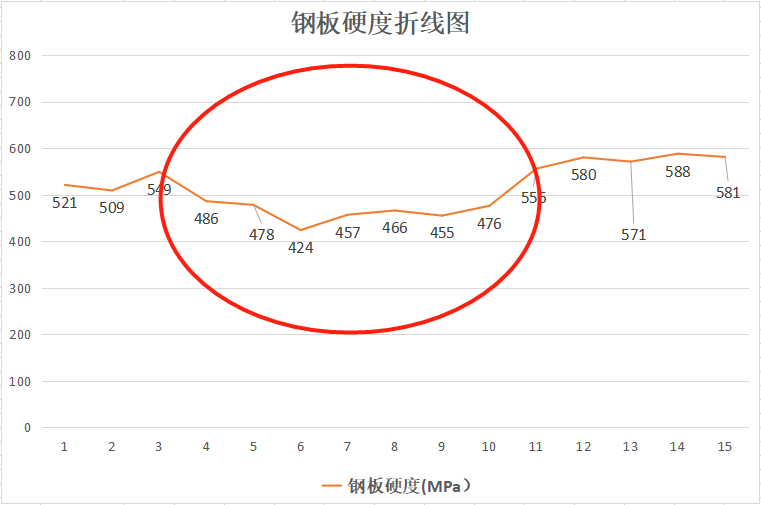
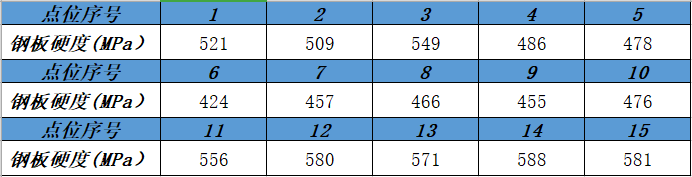
通過上述15組的測試數據中,我們能夠清楚的看出,在序號為4-11的測試點中的數據波動十分明顯,在硬度上有著明顯下降的趨勢。至此,通過手觸、涂鍍層測厚儀、Proceq Equotip 550 Leeb D動態回彈型里氏硬度計三種測量方式來證明寶馬325Li天窗頂蓋外板鯊魚鰭前部存在凸出的問題。
#問題背后的原因是什么?
由于問題發生部位并無特殊功能的結構設計,所以出現這個問題與產品本身的設計無關,而是在于生產以及品質把控的環節。對于產生制件凸出的原因主要來自于沖壓以及單件生產、轉運過程中的保護不當而導致磕碰。
熟悉沖壓的人應該了解,汽車沖壓件的生產大體分為拉延-修邊-翻邊-整形的環節。而但對于此問題來說,每一序都有可能導致制件凸出的產生。


(注:圖片來源于網絡,僅供參考,內容與寶馬325Li無關)
拉延序作為一塊鋼板到成品制件的雛形,對于板料成型起到了至關重要的作用,上下模具之間的間隙僅允許放置一張鋼板的厚度,并施加上千噸的壓力,將板料壓成成品制件的雛形。在此工序不僅要依靠模具本身的拉延筋將板料鎖牢,控制合理運動,還要求模具的上下模的形狀要完美切合,才能得到合格的板料。如若不然,將產生凹坑、凸出、開裂、隱裂、褶皺等品質問題。
在后幾序的生產中,無論是修邊或是整形工藝,在起到實際作用之前,都需要模具將板料完全固定并保證合理的壓力,再去進行修邊、整形的動作。如若不然,依舊會有可能產生凸出,褶皺等品質問題。

(注:圖片來源于網絡,僅供參考,內容與寶馬325Li無關)
在汽車生產的沖壓、焊裝、涂裝、總裝的四大工藝中,沖壓屬于源頭的生產環節,而在沖壓品質檢驗環節流出之后,后續工藝的生產環節顯然也并沒有做出良好的品質把控,在最終車輛生產完成之后的終檢也似乎并未有所作為,最終導致問題制件的流出。
#寫在最后

關于寶馬325Li拆解過程中發現的天窗頂蓋外板鯊魚鰭前部存在凸出的問題,筆者不發表任何觀點,只是進行客觀分析并如實報道。后期在牛車網的《牛車實驗室》中會帶來更加詳細的寶馬325Li拆解視頻,敬請期待!






顯示更多評論